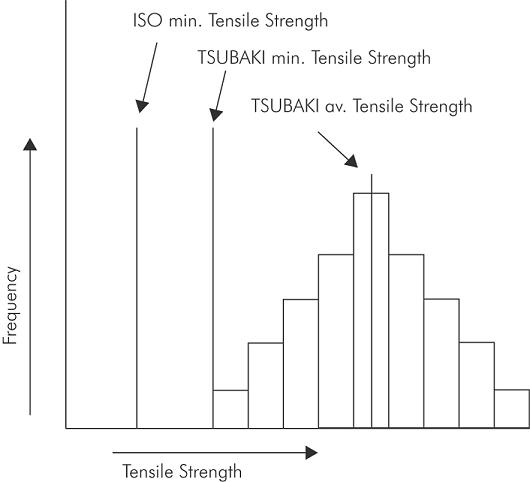
1 Minimalna wytrzymałość na rozciąganie zgodnie z normą ISO
Jest to minimalna wytrzymałość na rozciąganie określona przez ISO. Jeśli łańcuch rolkowy nie wytrzyma obciążenia rozciągającego poniżej tej wartości, to nie spełnia on norm.
2 Minimalna wytrzymałość na rozciąganie zgodnie z normą Tsubaki
Jest to minimalna wartość określona przez procesy statystyczne w firmie Tsubaki. Jeśli łańcuch rolkowy pęknie pod wpływem obciążenia rozciągającego poniżej tej wartości, to nie spełnia on norm Tsubaki. Normy Tsubaki są wyższe niż normy ISO.
3 Średnia wytrzymałość na rozciąganie zgodnie z normą Tsubaki
Jest to odczyt obciążenia zrywającego uzyskany po długim okresie rzeczywistej próby wytrzymałości na rozciąganie dużej liczby splotów łańcucha. Oczywiście gdy którykolwiek ze splotów łańcucha rolkowego ulegnie pęknięciu, wartość ta może być wyższa lub niższa, więc nie stanowi ona wartości gwarantowanej.
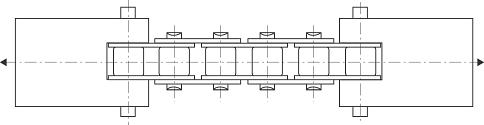
4 Metoda badania wytrzymałości na rozciąganie
Jak pokazano poniżej, łańcuch rolkowy z minimum pięcioma ogniwami jest mocowany na obu końcach za pomocą łączników kabłąkowych i napinany aż do momentu pęknięcia. Rodzaj pęknięcia można wykorzystać do określenia przyczyny pęknięcia łańcucha.
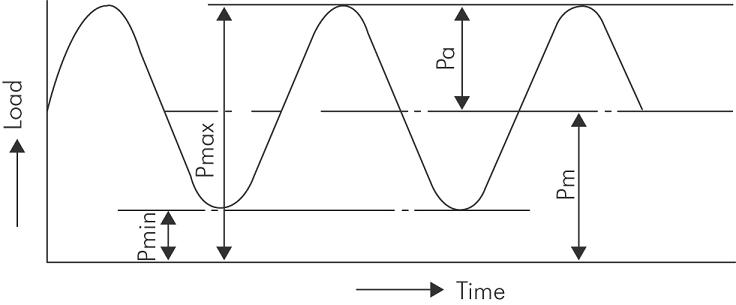
5 Maksymalne dopuszczalne obciążenie
Maksymalne dopuszczalne obciążenie (M.A.L.)
łańcucha rolkowego (z wyłączeniem łańcucha ze stali nierdzewnej i łańcucha z tworzywa konstrukcyjnego) jest wartością wynikającą z najniższej granicy zmęczeniowej. Gdy obciążenie niższe niż ta wartość jest powtarzalnie przykładane do łańcucha rolkowego, nigdy nie wystąpi zerwanie zmęczeniowe.
Wartość M.A.L. Tsubaki jest określana po 10 milionach obciążeń powtarzalnych, a nie 3 milionach obciążeń powtarzalnych, co jest normą europejską.
Maksymalne dopuszczalne obciążenie łańcucha ze stali nierdzewnej i łańcucha z tworzywa konstrukcyjnego zależy od nacisku powierzchniowego pomiędzy sworzniami i tulejami.
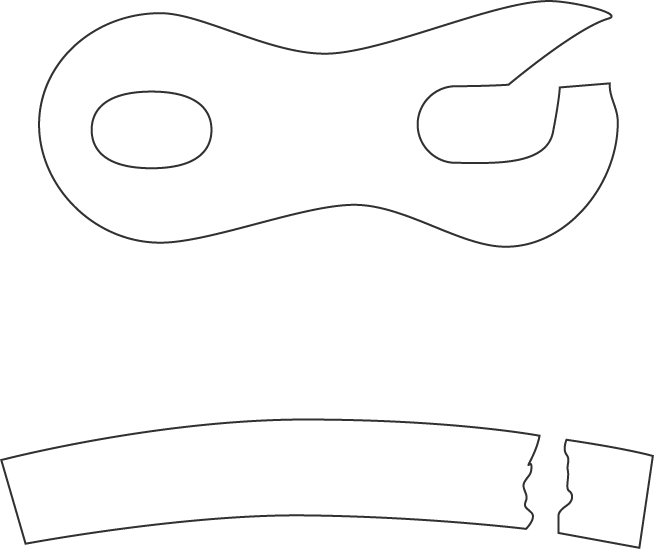
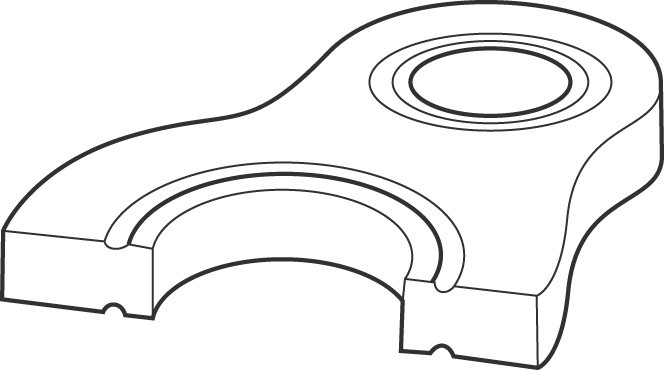
6 Proces Ring Coining
W celu ułatwienia montażu sworznia i płytki łącznikowej ogniwa łączące są wykonywane w pasowaniu suwliwym. Ogólnie rzecz biorąc, ten typ ogniwa łączącego ma o 20% niższą wytrzymałość zmęczeniową niż sam łańcuch. Jednakże firma Tsubaki opracowała specjalny proces mający na celu wyeliminowanie tej utraty wytrzymałości zmęczeniowej i spełniania zapotrzebowania klientów na łatwy montaż: opatentowany proces Ring Coining.
Dzięki zastosowaniu opatentowanego procesu Ring Coining (pierścieniowanie), Tsubaki generuje zimne odkształcenie wokół otworu sworznia płytki łącznikowej. Powoduje to powstawanie naprężeń szczątkowych wokół otworu sworznia, a tym samym zwiększa wytrzymałość. Dzięki temu procesowi zdolność transportowa wzrasta z powrotem do 100%.
Firma Tsubaki stosuje opatentowany proces Ring Coining do wszystkich suwliwych ogniw łączących.
Do pracy w trudnych warunkach firma Tsubaki opracowała serię łańcuchów do dużych obciążeń. Łańcuchy te są standardowo wyposażone w ogniwa łączące wciskane. Instalacja jest trudniejsza niż w przypadku standardowych ogniw łączących.
7 Proces drążenia kulowego
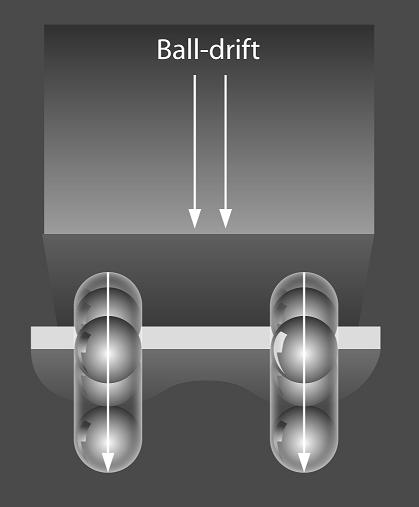
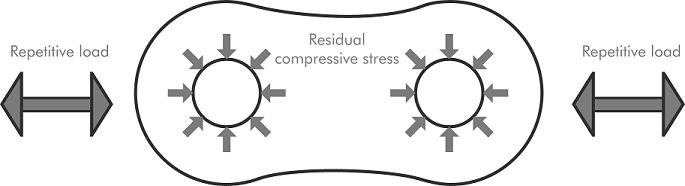
Drążenie kulowe to proces przeciskania utwardzonej kuli stalowej przez otwór w już utwardzonej płytce stalowej. Celem tego procesu jest wytworzenie miejscowego odkształcenia plastycznego i skuteczne dodanie naprężenia ściskającego do ścian otworu. Poza tym proces ten generuje precyzyjnie kontrolowane otwory dla optymalnego wciskania. W sumie prowadzi to do znacznej poprawy trwałości zmęczeniowej (nawet o 30%).
8 Proces kuleczkowania
Kuleczkowanie jest procesem służącym do wytwarzania warstwy resztkowych naprężeń ściskających i modyfikowania właściwości mechanicznych metali. Oznacza to uderzenie w powierzchnię śrutem (okrągłe cząsteczki metalowe lub ceramiczne) z siłą wystarczającą do wytworzenia odkształcenia plastycznego. W firmie Tsubaki wszystkie podstawowe części łańcucha (z wyjątkiem sworzni) są kuleczkowane.
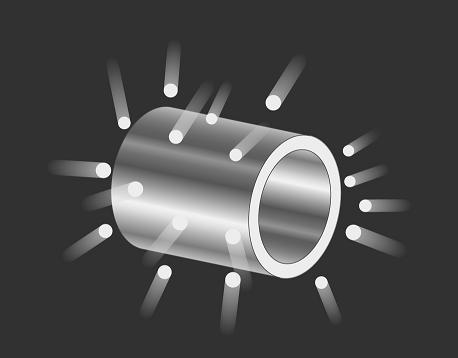 Śrutowanie zwiększa odporność na:
Śrutowanie zwiększa odporność na:
9 Proces obciążenia wstępnego
Po zmontowaniu łańcucha firma Tsubaki zawsze przykłada początkowe obciążenie, które nazywa się obciążeniem wstępnym. Siła obciążenia wstępnego jest zbliżona do zalecanego maksymalnego dopuszczalnego obciążenia i służy do osadzenia różnych komponentów łańcucha, takich jak sworznie, tuleje i płytki łącznikowe. Zaletą obciążenia wstępnego jest to, że minimalizuje ono początkowe rozciągnięcie. Minimalizacja tego początkowego rozciągnięcia zwiększa żywotność łańcuchów, dlatego wstępne obciążenie jest bardzo ważne.
